 English
English Malay
Malay Swedish
Swedish Finnish
Finnish Danish
Danish Norwegian
Norwegian Polish
Polish Greek
Greek- Zwijanie i wiązanie kabli
- Maszyna do nawijania taśmy
- Półautomatyczna szczotkarka do drutu
- Cięcie i ściąganie izolacji
- Półautomatyczna zagniatarka
- Ostrza do ściągania izolacji i zagniatania
- Tester wytrzymałości terminali
- Maszyna do cięcia
- Maszyna do etykietowania kabli
- Narzędzie do taśmowania i bandowania
- Końcówki i złącza przewodów
- Automatyczny dyspenser taśmy
- Automatyczna zagniatarka do drutu
- Narzędzia do zagniatania terminali
- Automatyczny podajnik drutu
- Automatyczna lutownica
- Maszyna do opasek kablowych nylonowych
- Wtryskarka
- Lutownica i spawarka
- Wkrętarka automatyczna
- Zagniatarka przewodów zasilających
- Tester wiązek przewodów
- Robot dozujący klej
- Materiały do pakowania wiązek przewodów
Nowe produkty




Strona główna > Wiadomości branżowe
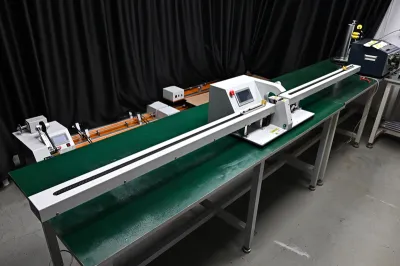
Jak obsługiwać Maszyna do ściągania izolacji z kabli koncentrycznych WPM-8608
Maszyna do stripowania kabli koncentrycznych WPM-8608
Spis treści
1. Opis listy gwarancji..................... S.3
2. Środki ostrożności ............................ s.4
3. Opis parametrów pracy urządzenia... S.4
4. Instrukcje obsługi interfejsu wyświetlania... S.5-10
5. Ustawianie i debugowanie parametru Wire Stripping
................... S.11
6. Powiadomienie użytkownika.................................... S.12
I Opis listy
gwarancji 1. Okres gwarancji maszyny wynosi rok (od daty podpisania dokumentu dostawy lub faktury). W przypadku wszelkich nieprawidłowych prac lub sytuacji spowodowanych jakością maszyny w ciągu jednego roku prosimy o kontakt z naszym działem utrzymania lub sprzedaży.
2. Proszę zachować te instrukcje z maszyny. Gwarancja powinna być przeprowadzona zgodnie z treścią tej instrukcji oraz numerem maszyny na karcie gwarancyjnej.
3. Jeśli chcesz przekazać tę maszynę w okresie gwarancji, prosimy o przesłanie instrukcji kolejnemu właścicielowi razem z maszyną.
4. Po upływie okresu gwarancji użytkownik może wysłać maszynę do naszej firmy lub wysłać personel konserwacyjny do naprawy. Jednak koszty podróży personelu konserwacyjnego powinny ponosić Twoja firma, a jeśli zajdzie taka potrzeba, koszt akcesoriów powinien być podzielony na wymianę akcesoriów.
Konfiguracja
urządzenia Lista
elementów Nazwa (model) Ilość Uwaga
1 Roczna gwarancja
2 Przełącznik nożny Jeden Nie mieszczą się w zakresie
gwarancji 3 Ostrza Jedna para Nie w zakresie
gwarancji 4 Narzędzie (wewnętrzny klucz sześciokątny) Jeden zestaw Nie mieszcząc się w zakresie
gwarancji 5 Linia zasilająca Nie w zakresie
gwarancji 6 Instrukcja 1 Nie mieszcząc się w zakresie
gwarancji 7 Zestaw narzędzi (Toolbag) Jeden Nie mieszcząc się w zakresie
gwarancji II Środki ostrożności
1. Przed użyciem maszyny użytkownicy muszą dokładnie przeczytać tę instrukcję, a następnie prawidłowo korzystać z maszyny, aby uniknąć niepotrzebnych wypadków i skrócić jej żywotność.
2. Podczas umieszczania maszyny powinna być umieszczona na stole roboczym z jednolitą linią poziomą (zdolną wytrzymać więcej niż 50 kg), aby maszyna była płynnie ustawiona.
3. Przed włączeniem zasilania proszę sprawdzić, czy zasilacz jest poprawny (AC220V/50HZ) oraz czy zasilanie powinno być zgodne z zakupionym sprzętem.
4. Można spróbować stosowania taśm przewodów po dostosowaniu danych, a w przypadku blade i ustawień parametrów prosimy o zapoznanie się z instrukcją debugowania.
IV Instrukcja obsługi interfejsu wyświetlacza Po włączeniu zasilania pojawi się ekran 1:
1. Angielski: Enter the angielski interfejs.
2. Ekran główny: Wejdź do chińskiego interfejsu.
I Ekran
główny 1. Start: to urządzenie uruchamia przełącznik i ekran się uruchamia.
2. Zatrzymaj: Naciśnij ten przycisk, a komputer nagle się zatrzyma. Jeśli chcesz go zrestartować, naciśnij przycisk "Reset".
3. Reset: Po włączeniu zasilania można go uruchomić po zresetowaniu z ustawieniami parametrów, po zmianie "liczby warstw" można go uruchomić po resecie; po "szczegółowym ekranie zmiany wątku" można uruchomić po resecie; a po wprowadzeniu "szczegółowych ustawień" można uruchomić po resecie.
4. Count clear: naciśnij ten przycisk, a aktualne wyjście wynosi 0, a także możesz bezpośrednio wpisać numer w miejscu "yield".
5. Kopiowanie programu: Skopiuj dane z istniejącego programu do innego programu: 00-99 można skopiować.
6. Inicjacja przyciskiem: wpisanie "0" to inicjacja przycisku, a wpisanie "1" to start nogą. Wybierz tryb startu, a następnie zresetuj do startu.
7. Program: odnosi się do specyfikacji przetworionego przewodu (gwint, głowica do odbierania, średnica drutu, cofnięcie, prędkość, emocja i inne parametry). Każdy numer programu przechowuje rodzaj danych przewodu przetwarzającego, a odpowiadający mu przewód przetwarzający jest używany przez zmianę numeru programu Program: 00-99.
8. Połączenie: Pozwól maszynie poruszać się ciągle, wybierz "przycisk inicjuj" i wpisz "0" na ekranie 2, a następnie wybierz "połączenie" i wpisz czas przerwy, na przykład: wpisz 500=5 sekund i wpisz "0", aby anulować połączenie.
9. Łącznie: liczba aktualnych planów demontażu.
10. Produkcja: całkowita ilość bieżącej produkcji.
11. Liczba warstw: po ustaleniu liczby warstw głowicy do zrzutów liczba warstw przetwarzających może się automatycznie pojawić, aby ułatwić identyfikację.
12. Odległość: pokaż odległość między aktualną głowicą ostrza a miejscem początkowym.
13. Ekran startowy: powrót do ekranu wyświetlanego po włączeniu zasilania.
14. Ekran ręczny: wejdź na ten ekran i można obserwować każdą akcję, aby ułatwić ręczny transfer, zmianę narzędzia lub użycie zacięcia gwintu.
15. Koniec prądu (A): odnosi się do końca przetwarzanego dla bieżącego wyświetlacza. Są oba końce, A i B.
Parametr III Wprowadzenie
do ekranu 1. Prędkość automatycznego przesuwania: (0-9) odnosi się do prędkości głowicy łopatki podczas przesyłania dalej. Im więcej danych debugujących, tym większa prędkość, a odwrotnie jest wolniej.
2. Prędkość automatycznego podawania: (0-9) odnosi się do prędkości noża w częściowo odciętym drutze lub pochwie linii odcięcia. Prędkość cięcia powinna być niższa dla grubszego drutu, w przeciwnym razie narzędzie zostanie uszkodzone.
3. Prędkość automatycznego zaciskania: (0-9) odnosi się do prędkości zacisku zacisku w automatycznym zaciskaniu gwintu. Prędkość zaciskania powinna być niższa dla grubszego drutu, w przeciwnym razie środek będzie zaciskany.
4. Prędkość automatycznego zdejmowania: (0-9) odnosi się do spueOstrz w gumie łuszczy się po odcięciu drutu. Im większe dane, tym większa prędkość. W przypadku grubszego przewodu taśma powinna być dłuższa, a prędkość niższa, w przeciwnym razie narzędzie zostanie poważnie uszkodzone.
5. Prędkość zdejmowania obrotowego: (0-9) odnosi się do prędkości ostrza w obracającym się pasku, co oznacza, że główka noża nadal się obraca podczas zdejmowania główki noża.
6. Prędkość obrotowa: prędkość obrotowa odnosi się do prędkości obrotu główki noża, a wartość ustawiona nie powinna przekraczać 10 lub więcej wartości fabrycznej.
7. Średnica zacisku: (0-7,5) odnosi się do wartości zacisku, gdy drut zaciskowy zaciska drut.
8. Zaciskanie szczęki: (0-14) odnosi się do odległości między szczęką a otworem.
9. Liczba warstw: odnosi się do warstw przewodów przetwarzanych przez aktualne ustawienie
10. Czas: odnosi się do czasu po zdejmowaniu jednej warstwy, a "0" oznacza brak.
11. Przełącznik wstrząsający: odnosi się do potrząsania odpadem po każdym zdzieraniu warstw przez obrót.
12. Ekran główny: naciśnij ten przycisk, aby wejść bezpośrednio na ekran główny.
13. Szczegółowe ustawienia: naciśnij ten przycisk, aby wejść na ekran konfiguracji.
IV Wprowadzenie do szczegółowego świata
1. Nić: (0-48)(odnosi się do rzeczywistej długości każdej warstwy zdzieranej.
2. Głowica do zdejmowania (0-48) odnosi się do długości od przedniej części do miejsca odklejania, które wymaga zdejmowania. Gdy wartość głowicy zdzierającej jest większa niż wartość gwintu, następuje pełne zdzieranie, a gdy wartość główki jest mniejsza niż wartość gwintu, jest to półodpięte. Gdy wartość wynosi 0, jest tylko obrót bez peelingu.
3. Średnica drutu: (0-7) odnosi się do głębokości cięcia drutu. Im mniejsza jest wartość, tym głębszy jest obrót. Im większa wartość, tym większa średnica obrotu.
4. Odwrót: (0-5) odnosi się do wartości cofania się obu łopat po odchyleniu się obrotu drutu. Jeśli odwrót wynosi "0", oznacza to brak ruchu cofania się, co skutkuje zarysowaniem drutu miedzianego lub uszkodzeniem ostrza. Im grubsza osłona druciana, tym większa jest jej wartość. Im cieńsze, tym mniejsze.
5. Czas cięcia: (0-10) odnosi się do czasu zatrzymania głowicy zdejmowanej na zadanej głębokości podczas obrotu. Wartość można ustawić od 0 do 9,9 (zazwyczaj domyślnie dla 0,3 s).
6. Stripowanie obrotowe (0-9) odnosi się do oddawania moczu podczas krokowania drutem (funkcja ta może skręcać przewody). Jeśli jest ustawiony na "0", oznacza to brak taśmowania obrotowego.
7 Kierunek obrotu: odnosi się do kierunku obrotu głowicy zdzierającej w taśmie obrotowej, czyli parametru odwracającej głębokości cięcia (średnicy drutu), który różni się od rzeczywistego efektu.
Ekran
Vejścia 1. Okno liczbowe automatycznie pojawi się podczas ustawiania parametrów
.
2 Naciśnij "enter" po ustawieniu danych na potwierdzenie, naciśnij "Czyść" dla wyczyszczenia oraz naciśnij "Esc", aby przywrócić sygnał.
VI Ekran
Manualny 1. Ręczne przesuwanie do przodu i do tyłu: oznacza ręczne przesuwanie głowicy do przodu i do tyłu (przy wymianie ostrza i inspekcji maszynowej)
2. Ręczne przesuwanie do tyłu: oznacza otwieranie i zamykanie łopata (ręczne cofanie się może sprawić, że ostrze dojdzie do punktu startowego)
3. Ręczne zaciskanie i zwalnianie: oznacza otwieranie i zamykanie zacisku (w celu przeniesienia w zacisku drutu).
4. Obrót ręczny: odnosi się do obrotu głowicy wyzwalającej (do inspekcji silnika obrotowego)
5. Elektromagnet do przodu i do tyłu: oznacza przesuwanie górnego pręta do przodu i do tyłu (do wymiany narzędzi i inspekcji maszynowej). Po kliknięciu elektromagnesu do przodu, ostrze musi być w stanie otwartym.
6 Bieg: odnosi się do prędkości manualnej (3000 to stosunkowo dobre)
V Ustawianie i debugowanie parametrów
zmywania drutów Ilustracja N ustawienie
przewodu Liczba warstw Gwint Głowica do zdziejania Średnica drutu Cofanie Czas cięcia Zdzieranie
Pierwsza warstwa 6 7 0,6 0,1 0,2 0 Druga
warstwa 3 2 0,3 0,1 0,2 0
Trzecia warstwa 9 10 0,9 0,1 0,2 0
1. Jak pokazano na powyższym rysunku, ustaw "nici" pierwszej warstwy na 6, drugiej warstwy 3, a trzeciej warstwy 9. Automatycznie uruchamiana ścieżka maszyny to 6.3.9, w końcu wracając do punktu startowego. Możesz też ustawić "nici" pierwszej warstwy na 3, drugiej warstwy 6, a trzeciej warstwy 9. Maszyna automatycznie wykonuje ścieżkę is:3,6,9 i na końcu wraca do punktu startowego. Możesz też ustawić "nić" na 9, drugą warstwę na 3, a trzecią na 6. Maszyna automatycznie wykonuje ścieżki 9, 3, 6, a na końcu wraca do punktu startowego.
W wielowarstwowym strippingu, w odniesieniu do powyższego ustawienia, można dowolnie ustawić ścieżkę strippingu, aby uzyskać najlepszy efekt podczas strippingu.
2. Jeśli przewód ma 9 warstw, musisz ustawić parametry na 9 ekranach ustawień i nacisnąć reset, aby zacząć po zakończeniu ustawienia z powrotem do ekranu głównego.
Informacja
użytkownika Nazwa
użytkownika: Adres:
Model maszyny: Numer:
Data zakupu: Pieczęć dealera:
Po pierwsze, okres gwarancji maszyny od daty zakupu wynosi rok, a materiały eksploatacyjne nie są objęte gwarancją (w tym ostrze, wewnętrzny klucz sześciokątny, przełącznik nożny, linia zasilająca, sprężyna, pasek itp.)
Po drugie, następujące warunki nie są objęte gwarancją:
(1) Uszkodzenia maszyny spowodowane klęskami żywiołowymi
(2) Awaria maszyny spowodowana awarią
działania (3) W trakcie gwarancji pERIOD, jeśli osoby spoza firmy rozebrały lub naprawiły maszynę, gwarancja zostaje automatycznie zniesiona.
(4) Szkody spowodowane użyciem materiałów eksploatacyjnych lub akcesoriów innych firm.
(5) Uszkodzenia spowodowane użyciem napięcia nieokreślonego przez naszą firmę.
Po trzecie, poza tą gwarancją, odpowiednia karta gwarancyjna wydana przez inne firmy lub inne osoby nie jest uznawana przez naszą firmę.
Po czwarte, Prosimy o zachowanie potwierdzenia karty gwarancyjnej oraz oficjalnego zakupu maszyny, które powinny być wystawione podczas naprawy podczas inspekcji przez naszą firmę.
Po piąte, jeśli karta gwarancyjna nie ma pieczęci zakupu ani daty zakupu, automatycznie będzie nieważna.
Spis treści
1. Opis listy gwarancji..................... S.3
2. Środki ostrożności ............................ s.4
3. Opis parametrów pracy urządzenia... S.4
4. Instrukcje obsługi interfejsu wyświetlania... S.5-10
5. Ustawianie i debugowanie parametru Wire Stripping
................... S.11
6. Powiadomienie użytkownika.................................... S.12
I Opis listy
gwarancji 1. Okres gwarancji maszyny wynosi rok (od daty podpisania dokumentu dostawy lub faktury). W przypadku wszelkich nieprawidłowych prac lub sytuacji spowodowanych jakością maszyny w ciągu jednego roku prosimy o kontakt z naszym działem utrzymania lub sprzedaży.
2. Proszę zachować te instrukcje z maszyny. Gwarancja powinna być przeprowadzona zgodnie z treścią tej instrukcji oraz numerem maszyny na karcie gwarancyjnej.
3. Jeśli chcesz przekazać tę maszynę w okresie gwarancji, prosimy o przesłanie instrukcji kolejnemu właścicielowi razem z maszyną.
4. Po upływie okresu gwarancji użytkownik może wysłać maszynę do naszej firmy lub wysłać personel konserwacyjny do naprawy. Jednak koszty podróży personelu konserwacyjnego powinny ponosić Twoja firma, a jeśli zajdzie taka potrzeba, koszt akcesoriów powinien być podzielony na wymianę akcesoriów.
Konfiguracja
urządzenia Lista
elementów Nazwa (model) Ilość Uwaga
1 Roczna gwarancja
2 Przełącznik nożny Jeden Nie mieszczą się w zakresie
gwarancji 3 Ostrza Jedna para Nie w zakresie
gwarancji 4 Narzędzie (wewnętrzny klucz sześciokątny) Jeden zestaw Nie mieszcząc się w zakresie
gwarancji 5 Linia zasilająca Nie w zakresie
gwarancji 6 Instrukcja 1 Nie mieszcząc się w zakresie
gwarancji 7 Zestaw narzędzi (Toolbag) Jeden Nie mieszcząc się w zakresie
gwarancji II Środki ostrożności
1. Przed użyciem maszyny użytkownicy muszą dokładnie przeczytać tę instrukcję, a następnie prawidłowo korzystać z maszyny, aby uniknąć niepotrzebnych wypadków i skrócić jej żywotność.
2. Podczas umieszczania maszyny powinna być umieszczona na stole roboczym z jednolitą linią poziomą (zdolną wytrzymać więcej niż 50 kg), aby maszyna była płynnie ustawiona.
3. Przed włączeniem zasilania proszę sprawdzić, czy zasilacz jest poprawny (AC220V/50HZ) oraz czy zasilanie powinno być zgodne z zakupionym sprzętem.
4. Można spróbować stosowania taśm przewodów po dostosowaniu danych, a w przypadku blade i ustawień parametrów prosimy o zapoznanie się z instrukcją debugowania.
IV Instrukcja obsługi interfejsu wyświetlacza Po włączeniu zasilania pojawi się ekran 1:
1. Angielski: Enter the angielski interfejs.
2. Ekran główny: Wejdź do chińskiego interfejsu.
I Ekran
główny 1. Start: to urządzenie uruchamia przełącznik i ekran się uruchamia.
2. Zatrzymaj: Naciśnij ten przycisk, a komputer nagle się zatrzyma. Jeśli chcesz go zrestartować, naciśnij przycisk "Reset".
3. Reset: Po włączeniu zasilania można go uruchomić po zresetowaniu z ustawieniami parametrów, po zmianie "liczby warstw" można go uruchomić po resecie; po "szczegółowym ekranie zmiany wątku" można uruchomić po resecie; a po wprowadzeniu "szczegółowych ustawień" można uruchomić po resecie.
4. Count clear: naciśnij ten przycisk, a aktualne wyjście wynosi 0, a także możesz bezpośrednio wpisać numer w miejscu "yield".
5. Kopiowanie programu: Skopiuj dane z istniejącego programu do innego programu: 00-99 można skopiować.
6. Inicjacja przyciskiem: wpisanie "0" to inicjacja przycisku, a wpisanie "1" to start nogą. Wybierz tryb startu, a następnie zresetuj do startu.
7. Program: odnosi się do specyfikacji przetworionego przewodu (gwint, głowica do odbierania, średnica drutu, cofnięcie, prędkość, emocja i inne parametry). Każdy numer programu przechowuje rodzaj danych przewodu przetwarzającego, a odpowiadający mu przewód przetwarzający jest używany przez zmianę numeru programu Program: 00-99.
8. Połączenie: Pozwól maszynie poruszać się ciągle, wybierz "przycisk inicjuj" i wpisz "0" na ekranie 2, a następnie wybierz "połączenie" i wpisz czas przerwy, na przykład: wpisz 500=5 sekund i wpisz "0", aby anulować połączenie.
9. Łącznie: liczba aktualnych planów demontażu.
10. Produkcja: całkowita ilość bieżącej produkcji.
11. Liczba warstw: po ustaleniu liczby warstw głowicy do zrzutów liczba warstw przetwarzających może się automatycznie pojawić, aby ułatwić identyfikację.
12. Odległość: pokaż odległość między aktualną głowicą ostrza a miejscem początkowym.
13. Ekran startowy: powrót do ekranu wyświetlanego po włączeniu zasilania.
14. Ekran ręczny: wejdź na ten ekran i można obserwować każdą akcję, aby ułatwić ręczny transfer, zmianę narzędzia lub użycie zacięcia gwintu.
15. Koniec prądu (A): odnosi się do końca przetwarzanego dla bieżącego wyświetlacza. Są oba końce, A i B.
Parametr III Wprowadzenie
do ekranu 1. Prędkość automatycznego przesuwania: (0-9) odnosi się do prędkości głowicy łopatki podczas przesyłania dalej. Im więcej danych debugujących, tym większa prędkość, a odwrotnie jest wolniej.
2. Prędkość automatycznego podawania: (0-9) odnosi się do prędkości noża w częściowo odciętym drutze lub pochwie linii odcięcia. Prędkość cięcia powinna być niższa dla grubszego drutu, w przeciwnym razie narzędzie zostanie uszkodzone.
3. Prędkość automatycznego zaciskania: (0-9) odnosi się do prędkości zacisku zacisku w automatycznym zaciskaniu gwintu. Prędkość zaciskania powinna być niższa dla grubszego drutu, w przeciwnym razie środek będzie zaciskany.
4. Prędkość automatycznego zdejmowania: (0-9) odnosi się do spueOstrz w gumie łuszczy się po odcięciu drutu. Im większe dane, tym większa prędkość. W przypadku grubszego przewodu taśma powinna być dłuższa, a prędkość niższa, w przeciwnym razie narzędzie zostanie poważnie uszkodzone.
5. Prędkość zdejmowania obrotowego: (0-9) odnosi się do prędkości ostrza w obracającym się pasku, co oznacza, że główka noża nadal się obraca podczas zdejmowania główki noża.
6. Prędkość obrotowa: prędkość obrotowa odnosi się do prędkości obrotu główki noża, a wartość ustawiona nie powinna przekraczać 10 lub więcej wartości fabrycznej.
7. Średnica zacisku: (0-7,5) odnosi się do wartości zacisku, gdy drut zaciskowy zaciska drut.
8. Zaciskanie szczęki: (0-14) odnosi się do odległości między szczęką a otworem.
9. Liczba warstw: odnosi się do warstw przewodów przetwarzanych przez aktualne ustawienie
10. Czas: odnosi się do czasu po zdejmowaniu jednej warstwy, a "0" oznacza brak.
11. Przełącznik wstrząsający: odnosi się do potrząsania odpadem po każdym zdzieraniu warstw przez obrót.
12. Ekran główny: naciśnij ten przycisk, aby wejść bezpośrednio na ekran główny.
13. Szczegółowe ustawienia: naciśnij ten przycisk, aby wejść na ekran konfiguracji.
IV Wprowadzenie do szczegółowego świata
1. Nić: (0-48)(odnosi się do rzeczywistej długości każdej warstwy zdzieranej.
2. Głowica do zdejmowania (0-48) odnosi się do długości od przedniej części do miejsca odklejania, które wymaga zdejmowania. Gdy wartość głowicy zdzierającej jest większa niż wartość gwintu, następuje pełne zdzieranie, a gdy wartość główki jest mniejsza niż wartość gwintu, jest to półodpięte. Gdy wartość wynosi 0, jest tylko obrót bez peelingu.
3. Średnica drutu: (0-7) odnosi się do głębokości cięcia drutu. Im mniejsza jest wartość, tym głębszy jest obrót. Im większa wartość, tym większa średnica obrotu.
4. Odwrót: (0-5) odnosi się do wartości cofania się obu łopat po odchyleniu się obrotu drutu. Jeśli odwrót wynosi "0", oznacza to brak ruchu cofania się, co skutkuje zarysowaniem drutu miedzianego lub uszkodzeniem ostrza. Im grubsza osłona druciana, tym większa jest jej wartość. Im cieńsze, tym mniejsze.
5. Czas cięcia: (0-10) odnosi się do czasu zatrzymania głowicy zdejmowanej na zadanej głębokości podczas obrotu. Wartość można ustawić od 0 do 9,9 (zazwyczaj domyślnie dla 0,3 s).
6. Stripowanie obrotowe (0-9) odnosi się do oddawania moczu podczas krokowania drutem (funkcja ta może skręcać przewody). Jeśli jest ustawiony na "0", oznacza to brak taśmowania obrotowego.
7 Kierunek obrotu: odnosi się do kierunku obrotu głowicy zdzierającej w taśmie obrotowej, czyli parametru odwracającej głębokości cięcia (średnicy drutu), który różni się od rzeczywistego efektu.
Ekran
Vejścia 1. Okno liczbowe automatycznie pojawi się podczas ustawiania parametrów
.
2 Naciśnij "enter" po ustawieniu danych na potwierdzenie, naciśnij "Czyść" dla wyczyszczenia oraz naciśnij "Esc", aby przywrócić sygnał.
VI Ekran
Manualny 1. Ręczne przesuwanie do przodu i do tyłu: oznacza ręczne przesuwanie głowicy do przodu i do tyłu (przy wymianie ostrza i inspekcji maszynowej)
2. Ręczne przesuwanie do tyłu: oznacza otwieranie i zamykanie łopata (ręczne cofanie się może sprawić, że ostrze dojdzie do punktu startowego)
3. Ręczne zaciskanie i zwalnianie: oznacza otwieranie i zamykanie zacisku (w celu przeniesienia w zacisku drutu).
4. Obrót ręczny: odnosi się do obrotu głowicy wyzwalającej (do inspekcji silnika obrotowego)
5. Elektromagnet do przodu i do tyłu: oznacza przesuwanie górnego pręta do przodu i do tyłu (do wymiany narzędzi i inspekcji maszynowej). Po kliknięciu elektromagnesu do przodu, ostrze musi być w stanie otwartym.
6 Bieg: odnosi się do prędkości manualnej (3000 to stosunkowo dobre)
V Ustawianie i debugowanie parametrów
zmywania drutów Ilustracja N ustawienie
przewodu Liczba warstw Gwint Głowica do zdziejania Średnica drutu Cofanie Czas cięcia Zdzieranie
Pierwsza warstwa 6 7 0,6 0,1 0,2 0 Druga
warstwa 3 2 0,3 0,1 0,2 0
Trzecia warstwa 9 10 0,9 0,1 0,2 0
1. Jak pokazano na powyższym rysunku, ustaw "nici" pierwszej warstwy na 6, drugiej warstwy 3, a trzeciej warstwy 9. Automatycznie uruchamiana ścieżka maszyny to 6.3.9, w końcu wracając do punktu startowego. Możesz też ustawić "nici" pierwszej warstwy na 3, drugiej warstwy 6, a trzeciej warstwy 9. Maszyna automatycznie wykonuje ścieżkę is:3,6,9 i na końcu wraca do punktu startowego. Możesz też ustawić "nić" na 9, drugą warstwę na 3, a trzecią na 6. Maszyna automatycznie wykonuje ścieżki 9, 3, 6, a na końcu wraca do punktu startowego.
W wielowarstwowym strippingu, w odniesieniu do powyższego ustawienia, można dowolnie ustawić ścieżkę strippingu, aby uzyskać najlepszy efekt podczas strippingu.
2. Jeśli przewód ma 9 warstw, musisz ustawić parametry na 9 ekranach ustawień i nacisnąć reset, aby zacząć po zakończeniu ustawienia z powrotem do ekranu głównego.
Informacja
użytkownika Nazwa
użytkownika: Adres:
Model maszyny: Numer:
Data zakupu: Pieczęć dealera:
Po pierwsze, okres gwarancji maszyny od daty zakupu wynosi rok, a materiały eksploatacyjne nie są objęte gwarancją (w tym ostrze, wewnętrzny klucz sześciokątny, przełącznik nożny, linia zasilająca, sprężyna, pasek itp.)
Po drugie, następujące warunki nie są objęte gwarancją:
(1) Uszkodzenia maszyny spowodowane klęskami żywiołowymi
(2) Awaria maszyny spowodowana awarią
działania (3) W trakcie gwarancji pERIOD, jeśli osoby spoza firmy rozebrały lub naprawiły maszynę, gwarancja zostaje automatycznie zniesiona.
(4) Szkody spowodowane użyciem materiałów eksploatacyjnych lub akcesoriów innych firm.
(5) Uszkodzenia spowodowane użyciem napięcia nieokreślonego przez naszą firmę.
Po trzecie, poza tą gwarancją, odpowiednia karta gwarancyjna wydana przez inne firmy lub inne osoby nie jest uznawana przez naszą firmę.
Po czwarte, Prosimy o zachowanie potwierdzenia karty gwarancyjnej oraz oficjalnego zakupu maszyny, które powinny być wystawione podczas naprawy podczas inspekcji przez naszą firmę.
Po piąte, jeśli karta gwarancyjna nie ma pieczęci zakupu ani daty zakupu, automatycznie będzie nieważna.
×

Scan to Chat
🤖 AI Assistant
×
End Chat & Send Transcript