 English
English Malay
Malay Swedish
Swedish Finnish
Finnish Danish
Danish Norwegian
Norwegian Polish
Polish Greek
Greek- Zwijanie i wiązanie kabli
- Maszyna do nawijania taśmy
- Półautomatyczna szczotkarka do drutu
- Cięcie i ściąganie izolacji
- Półautomatyczna zagniatarka
- Ostrza do ściągania izolacji i zagniatania
- Tester wytrzymałości terminali
- Maszyna do cięcia
- Maszyna do etykietowania kabli
- Narzędzie do taśmowania i bandowania
- Końcówki i złącza przewodów
- Automatyczny dyspenser taśmy
- Automatyczna zagniatarka do drutu
- Narzędzia do zagniatania terminali
- Automatyczny podajnik drutu
- Automatyczna lutownica
- Maszyna do opasek kablowych nylonowych
- Wtryskarka
- Lutownica i spawarka
- Wkrętarka automatyczna
- Zagniatarka przewodów zasilających
- Tester wiązek przewodów
- Robot dozujący klej
- Materiały do pakowania wiązek przewodów
Nowe produkty




Strona główna > Wiadomości branżowe
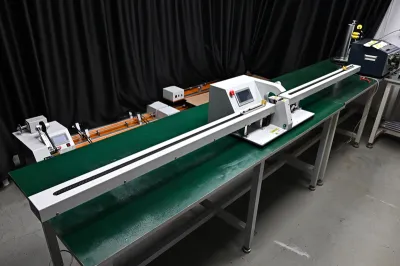
Jak działanie WPM-09T Maszyna do ściągania izolacji, cięcia i skręcania drutu
Jak działa WPM-09T Stripowanie drutów, cięcie i skręcanie maszyn
Zakres zastosowań
serii WPM Automatyczna maszyna do stripowania drutów komputerowych produkowana przez naszą fabrykę jest odpowiednia do cięcia, zdejmowania głowy, odklejania i środkowego odbierania drutu jednowłóknowego, wielowłóknowego i opowowy. Maksymalna powierzchnia przekroju poprzecznego przetwarzania wynosi 0,1-8 mm 2; Maksymalna długość cięcia to 100 m, odklejanie głowy 200 mm, a odkładanie ogona 100 mm. WPM-09T nadaje się do zdejmowania i skręcania bardzo krótkich drutów najkrótszym przewodem o długości 28-30 mm; Dzięki funkcji podnoszenia rolek podczas zdejmowania głowicy drutu, WPM-09T nadaje się do zdejmowania drutu pochowego, zwłaszcza drutu osłonowego o długim i ogonie.
Masa: 32 kg
Całkowite wymiary: 390 mm×350 mm×255 mm
Moc: 200 – 450W
Tryb wyświetlania: LCD Ekran ciekłokrystaliczny w języku angielskim i chińskim
Długość cięcia: 0,1 mm – 100 m
Tolerancja cięcia: ≤0,002×L (L = długość cięcia)
Długość zdzierania pochwy: Głowica 0,1 – 250 mm, ogon 0,1-150 mm
Długość skręcania: Głowica 0,1–30 mm, ogon 0,1–15 mm
Skręcanie bardzo krótkich drutów: 28-30 mm
Przekrój poprzeczny rdzenia drutu: 0,1 – 8 mm2 AWG (9#-32#)
Maksymalna średnica rury rury: ¢11
Zdejmowanie środkowe: 13 miejsc zdzierania
Materiał noża: wysokiej jakości stal
wolframowa Prędkość zdejmowania: 4000 – 10000 pcs/h
Tryb jazdy: Napęd na cztery koła (cichy hybrydowy silnik krokowy, każdy krok 0,1 mm do przodu)
Prędkość regulacji: 0 Najwolniejsza, 9 Najszybsza
Uwagi dla Uwagi na Bezpieczną Eksploatację Przede
wszystkim bardzo dziękujemy za zakup naszej Automatycznej Maszyny do Strippingu Przewodów Komputerowych serii WPM. Aby bezpiecznie i prawidłowo działać, prosimy o uważne przeczytanie instrukcji obsługi przed uruchomieniem.
I.. Zasilacz: AC 220–250V, 50–60Hz. Aby zapewnić stabilne napięcie robocze, użytkownik powinien wybrać i użyć stabilizatora napięcia mocy, aby zapobiec przepaleniu maszyny spowodowanej przepięciem.
II.. Podczas pracy maszyna powinna być umieszczona na gładkiej i stabilnej powierzchni, aby zapobiec upadkowi i uszkodzeniu.
III.. Nie używaj tej maszyny w pobliżu obszaru o silniejszym polu elektromagnetycznym, aby zapobiec zakłóceniom.
IV.. Podczas pracy nie umieszczaj żadnych przedmiotów na tej maszynie, nie stawiaj jej w pobliżu korozyjnych chemikaliów i dbaj o suchość, dobrą wentylację i bezkurz, z temperaturą w pomieszczeniu operacyjnym: 0–35°C.
V.. Jeśli pojawią się negatywne skutki zmywań lub usterek, prosimy o przeczytanie instrukcji obsługi w celu uzyskania usterek i prześwitości, a jeśli nadal nie możesz rozwiązać problemów, zadzwoń do naszego serwisu technicznego, aby poznać sposób konserwacji i naprawy. Dla własnego bezpieczeństwa prosimy nie rozbierać tej maszyny samodzielnie w celu konserwacji i naprawy.
Uwaga: Zgodnie z postanowieniami obowiązujących w odpowiednich przepisach Chińskiej Republiki Ludowej
, władza interpretacji istotnych treści tego Regulaminu Operacyjnego
należy do naszej fabryki. Treść może ulec zmianie bez uprzedzenia. Numer wydania
. Podręcznik Operacyjny: V2.0
Connamioty
i... główna konstrukcja maszyny do zmywania drutów............................................. 4
II.. Zasada działania części mechanicznych................................................ 5
III.. Wyjaśnienie klucza interfejsu człowiek-maszyna............................................. 7
IV.. Regulacja położenia krawędzi noża...................................................... 10
V.. Wejście i wyjaśnienie parametrów................................................... 11
VI.. Konserwacja i FAQ........................................................................... 21
VII.. Wyjaśnienie załącznika..................................................................... 24
I.. Główna struktura maszyny
do stripowania drutów (Tabela 1-1)
Uwaga: Należy regularnie dodawać oleje do otworu do olejowania na górze stojaka na noże, aby utrzymać go dobrze nawilżonym.
(Zobacz Tabelę 1-1) Wyjaśnienie głównej konstrukcji:
(1) Podajnik drutu napinającego: Urządzenie do korekcji przewodu, zapewniające gładkość przewodu w kierunku pionowym.
(2) Przełącznik separacji ciśnieniowej rolek wlotu i przewodu: Obróć zgodnie z ruchem wskazówek zegara, podnieść rolki wlotu i wylotu przewodu; obróć się przeciwnie do ruchu wskazówek zegara i opuszczać rolki wlotu i wylotu przewodu.
(3) Rolki regulujące szczelinę wlotu przewodowego: Podkręć je, aby zwiększyć szczelinę, a zmniejszyć je, aby zmniejszyć szczelinę.
(4) Montaż stojaka na noże: Do cięcia drutów: zdzieranie głowicy i ogonowy odkład.
(5) Wlot przewodu: Przewód jest wprowadzany do maszyny przez wlot.
(6) Rolki wlotu drutu: Pomagają stojakowi na noże zdejmować głowicę drutu, gdy przesuwa się do przodu lub do tyłu po drutze.
(7) Rura: Podczas zdejmowania ogona podnieś przewód, aby utworzyć równą szczelinę między przewodem przetwarzającym a punktem cięcia i zdzierać osłonę ogonową.
(8) Rolki regulujące szczelinę na wylotach przewodów: Podkręć, aby zwiększyć szczelinę, i zmniejszyć odstęp.
(9) Kontrolka wykrywania przewodów: Gdy funkcja odłączania przewodów jest włączona, jeśli w urządzeniu nie ma przewodu, dioda się zapali. Zazwyczaj światło jest wyłączone.
(10) (Rolki gniazdka skręcają)Rolki do gniazdek: Pomagają stojakowi na noże wykonać zdziejanie drutów, skręcanie drutu i wyprowadzanie przewodu.
(11) Część funkcji skręcania: Gdy funkcja skręcania jest włączona, napędza ruch rolek wylotowych drutów, aby wykonać skręcanie drutu.
(12) Wyświetlacz ciekłokrystaliczny (LCD): Parametr związany z odłączaniem przewodów wyświetlacza.
(13)Klucz: parametr wejściowy, uruchamianie i wyłączanie maszyny.
(14) Przełącznik zasilania: Główny przełącznik dla elektrycznych części urządzenia, w tym zasilania dla systemu sterowania i sterownika stopniowego. Nie trzymaj palców blisko noża, chyba że zasilanie jest wyłączone.
II... Zasada działania części
mechanicznych 1. WPM-09T Skomputeryzowana maszyna do zmywania drutów Zasada
działania Przewód jest przekazywany przez rolki wlotu i rolki wylotu przewodu, a cięcie i zdzieranie drutu wykonuje zespół stojaka na noże.
2. Wprowadzenie do głównej funkcji WPM-09T:
rolki wlotowe drutów: do transportu przewodów i zdejmowania głowic drutów.
Rolki do przewodów wylotowych: do transportu przewodów i zdejmowania końców przewodów.
Rolki regulujące szczelinę w przewodzie na wylotach: Podkręć je, aby zwiększyć szczelinę, a potem zmniejszyć aby zmniejszyć tę różnicę.
Przełącznik regulacji ciśnienia rolek wlotowych przewodów: Po wyciągnięciu obróć go przeciwnie do ruchu wskazówek zegara, aby zwiększyć ciśnienie rolki wlotowej na drut i obróć go zgodnie z ruchem wskazówek zegara, aby zwiększyć ciśnienie
wlotu przewodu Przełącznik wlotu przewodu w górę: obróć przeciwnie do ruchu wskazówek zegara, aby przesunąć wałki wlotu przewodu w górę i wprowadzać drut; Obróć zgodnie z ruchem wskazówek zegara, aby opuścić rolki wlotu przewodu i docisnąć przewód do pracy.
Przełącznik regulacji ciśnienia rolek przewodu wylotowego: Po wyciągnięciu obróć go przeciwnie do ruchu wskazówek zegara, aby zwiększyć ciśnienie rolki przewodu na przewodzie i obróć go zgodnie z ruchem wskazówek zegara, aby zmniejszyć ciśnienie
w przewodzie Przełącznik przewodu w górę: obróć zgodnie z ruchem wskazówek zegara, aby podnieść rolki przewodu i wyjąć przewód; Obróć przeciwnie do ruchu wskazówek zegara, aby opuścić roleki gniazdek przewodu do pracy.
Montaż stojaka na noże: cięcie drutu, zdejmowanie głowicy i zdejmowanie ogonów. Gdy maszyna jest wyłączona, ostrza noży górny i dołny muszą być ustawione na maksymalną odległość, aby przewód mógł bezpiecznie przejść.
3. Kluczowe punkty obsługi WPM-09T
Wlotu przewodowego: Przewód jest umieszczany w wejściu przewodu. Naciśnij "Input" i "Output", aby uzyskać automatyczną funkcję dla wlotu przewodu i gniazdka odpowiednio;
Regulacja ciśnienia rolki wlotowej: wyreguluj "Przełącznik Separacji Ciśnienia rolek wlotowych drutów" w odpowiedniej pozycji, aby rolki wlotowe mocno docisnęły drut;
Regulacja szczeliny wlotu drutu: wyreguluj szczelinę między dwoma rolkami przez "Rolki regulujące szczelinę wlotu drutu" do odpowiedniej pozycji;
Regulacja ciśnienia na wylotach przewodu: wyreguluj "Przełącznik rozdzielania ciśnienia rolek wylotowych przewodów" w odpowiedniej pozycji, aby rolki wylotowe mocno
docisnęły przewód Regulacja szczeliny w wylotach przewodu: wyreguluj szczelinę między dwoma rolkami przez "rolki regulujące szczelinę wylotu przewodu" do odpowiedniej pozycji po ciasnym umieszczeniu przewodu między nimi.
4. Kluczowe punkty regulacji
maszyny Przed uruchomieniem maszyny prosimy zwrócić uwagę na następujące kwestie techniczne:
(1) Reguluj pozycję przewodu, aby sprawdzić, czy wlot, rolki wlotowe, rura i rolki wylotowe pozostają w tej samej linii, gdy przewód przez nie przechodzi.
(2) Sprawdź szczelinę między dwoma rolkami zarówno rolek wlotowych, jak i rolek wylotowych, ponieważ szczeliny muszą być mniejsze niż średnica osłony drutu, którą ma się zdzierać.
(3) Umieść przewód w rolkach wlotu przewodu; Przekręć "przełącznik przewodu wlotowego w górę", aby rolki mocno naciskały na przewód. Jeśli drutu nie da się odpowiednio wyciągnąć, oznacza to, że szczelina i nacisk rolek są odpowiednie.
(4) Włóż przewód do rolek gniazdek; Przekręć "przełącznik przewodu w górę", aby rolki mocno naciskały na przewód. Jeśli drutu nie da się odpowiednio wyciągnąć, oznacza to, że szczelina i nacisk rolek są odpowiednie.
III.. Wyjaśnienie klucza interfejsu człowiek-maszyna
【Przegląd interfejsu człowiek-maszyna】
Wyświetlacz interfejsu człowiek-maszyna częściowo wykorzystuje niebieski wyświetlacz LCD 240×128, jak pokazano w tabeli 2-2, z wyraźną wizją; Klawiatura wykorzystuje 36 mechanicznych, co pokazuje Tabela 3-3, co daje wyższą niezawodność niż membraNe Keys.
Cyfrowa Inteligentna Maszyna
do Stripowania Drutów Łączna 999999 partia 000000 Liczba 2
Zliczona średnica rdzenia drutu 000000 Średnica rdzenia drutu 210 Wycofanie noży 008
Program 001 Prędkość 9 Prędkość cięcia 9
Prędkość skręcania 9
(Tabela 2-2)
F1 1 2 3 4 5
F2 6 7 8 9 0 F3 + -
·
SET/MENU
F4
CHIŃSKI/ANGIELSKI ZMIANA
DEL
START
F5 RESET AUTODIAL
ENTER STOP Count
Reset INPUT OUTPUT CUT HELP E.STOP
Tabela 3-3 Klawiatura
Układ klawiatury jest przyjazny dla użytkownika, ponieważ umieszcza razem 10 liczbowych, 4 kursory i [CLR], co łatwo ustawiać i zmieniać parametry; E.STOP umieszcza się na dole prawej strony, uwzględniając pełne nawyki użytkowe użytkowników.
【Wyjaśnienie klucza】
【0】~【9】: Klucze liczbowe: ustaw 0-9 dla ustawienia parametrów.
【.】 Klucz do przecinka: Naciśnij wtedy, gdy musisz wpisać cyfrę z dziesiętnym.
【+】and【-】:P ress 【+】 for plus parameter and 【-】minus parameter; Aby ustawić parametr przełączania, naciśnij 【+】 dla otwarcia i 【-】 zamknij.
【 】shift kursora w prawo: Kursor przesuwa się o 1 punkt w prawo, a każde naciśnięcie wskazuje parametr po prawej stronie.
【 】Lewy shift: Kursor przesuwa się o 1 miejsce w lewo, a każde naciśnięcie wskazuje na parametr lewej strony.
【 】shift kursora w górę: Kursor przesuwa się o jedno miejsce w górę przy każdym naciśnięciu wskazującym na parametr górny.
【 】shift kursora w dół: Kursor przesuwa się o 1 punkt w dół, a każde naciśnięcie wskazuje parametr downside.
【CLR】Klucz CLR: Usuń liczby do ustawienia parametrów.
【MENU】MENU: Naciśnij MENU, aby wrócić do głównej strony menu i wybrać 6 opcji ustawienia parametrów.
【ENTER】Enter: Naciśnij zapis lub pomoc w ustawieniu parametrów.
【 】and【 】 Naciśnij przycisk, aby wejść na stronę ustawienia odpowiednich parametrów.
【CHIŃSKI/ANGIELSKI】Naciśnij przełączanie między chińskim a angielskim.
【RESET】Naciśnij przycisk resetowania wszystkich parametrów i parametr przełącznika będzie zamknięty.
【ZERO】Naciśnij ZERO na stronie operacji i wszystkie wartości zliczeń zostaną zresetowane do 0.
【POMOCY】Proszę nacisnąć POMOC, jeśli podczas operacji pojawią się jakiekolwiek problemy.
【AUTO-DIA】Naciśnij automatycznie, aby obliczyć średnicę drutu jako funkcję zachowawczą maszyny.
【WLOT】Naciśnij przycisk podania przewodu do maszyny na stronie operacyjnej, jeśli chcesz obsługiwać ją ręcznie.
【GNIAZDKO】 Naciśnij przycisk odłączenia od maszyny na stronie operacyjnej, jeśli chcesz obsługiwać ją ręcznie.
【CUT】Naciśnij przycisk odcięcia przewodu i naciśnij ponownie, aby otworzyć ostrza na stronie operacji; Naciskaj dalej, jeśli chcesz powtarzać cięcie.
】Naciśnij przycisk uruchamiania maszyny na stronie operacji.
【STOP】Naciśnij STOP i maszyna przestanie działać po wykonaniu bieżącego zamówienia.
【E.STOP】Pre E.STOP natychmiast zatrzymać maszynę.
【F1】~【F2】Specjalne funkcyjne, naciśnij 【F5】aby przejść na stronę operacji pokazaną w tabeli 2-2.
IV.. Regulacja pozycji
krawędzi noża 1. Wyłącz maszynę.
2. Wyreguluj krawędź noża w WPM-09T: Obróć wał napędowy stojaka nożowego tak, aby odległość między dwoma krawędziami noży była około 1 mm. (patrz tabela A)
Regulacja krawędzi noża w WPM-09T: Obróć wał napędowy stojaka noża tak, aby odległość między dwoma krawędziami noży była około 6-8 mm. (Zobacz Tabelę B)
3. Poluzuj mocującą wału napędowego, obróć blachę żelazną w kształcie wentylatora, aby górny punkt blachy w kształcie wentylatora znajdował się na środku rowka fotoelektrycznego, a następnie dokręć mocującą. (Zobacz Tabelę C)
4. Włącz maszynę. Po tej operacji wartości średnic rdzenia drutu w programie uległy zmianie, proszę je ponownie dostosować!
(Tabela A) (Tabela B) (Tabela C)
V.. Wejście i wyjaśnienie parametrów ...
Gdy musisz ustawić parametry, naciśnij 【SET】na stronę menu głównego, aby ustawić parametry, jak pokazano w Tabeli 4-4.
Cyfrowa Inteligentna Maszyna
Skręcająca Drut 1. Parametr Stripping=StripLine
2. Parametr skręcania przewodów =Parametr TurnParam
3. Parametr środkowego rozbierania =MiddlePar
4. Konfiguracja wyjścia=OutParame
5. Parametr przewodu koncentrycznego=PvcParame
6. Konfiguracja funkcji =FunParame
Table4-4 Główne menu
konfiguracji parametrów Parametry stripowania drutu obejmują podstawowe parametry obróbki drutu: główka i ogon drutu, średnica rdzenia drutu, cofnięcie noża, prędkość, całość, partia, ilość, numer programu itd.; Parametry skręcania drutu obejmują głowicę i koniec drutu skręcającego, długość głowicy drutu, średnicę rdzenia ogona drutu skręcającego itp. Parametry środkowego zdzierania obejmują operację zdziejania drutu w 13 segmentach; Parametry wyjściowe drutu to funkcje wspierające zdzieranie drutów, obejmujące długość wylotu przewodu, odległość cofania oraz głębokość cięcia ogona drutu itp. cięcie drutu koncentrycznego obejmuje parametry dotyczące rozbierania drutu koncentrycznego i oplatkowego, ponieważ zwykłe maszyny do stripowania drutu nie mają takiej funkcji; Konfiguracja operacji to inteligentna funkcja sterująca tej maszyny, która obejmuje specjalne funkcje, takie jak kontrola ruchu przewodów, kontrola zerwania przewodów, automatyczne uruchamianie oraz podnoszenie rolek.
【1. Parametry zdziejania przewodów Konfiguracja i wyjaśnienie】
W menu głównym ustawienia parametrów jako Tabela 4-4 przesuń kursor na parametrów zdziejania przewodów i naciśnij 【ENTER】lub 【1】bezpośrednio na stronę ustawień parametrów zdziejania przewodów, jak pokazano w tabeli 5-5.
Całkowita liczba partii=Liczone Numer=Ilość
999999 000100 000001 2
Prog=Numer programu. Długość = długość przewodu Thrum=Hstrip głowicy drutu=Zdejmowanie
głowicy 001 00070.0 006.0 004.0
Ogon=Taśma ogonowa drutu=Linia zdzienania ogonów D=Średnica rdzenia drutu tylna=Nóż cofający
się 005.0 003.0 210 008
L=Prędkość drutu Cspeed=Prędkość cięcia Tspeed=Prędkość skręcania = prędkość skręcania
9 9 9 F5→Back
Tabela 5-5 Parametr zdzierania drutów Strona konfiguracyjna
Całkowita: Całkowita ilość do produkcji.
Wsadka: maszyna automatycznie zatrzyma maszynę, gdy ilość osiągnie ilość partii. Maszyna uruchomi się automatycznie zgodnie z konfiguracją "TIMING".
Liczone: Maszyna przestaje działać automatycznie, gdy liczba przeliczonych przewodów zrówna się z całkowitą ilością.
Ilość przewodów: Liczba przetworzonych przewodów jednocześnie, proszę wpisać 1 dla 1 przetwarzania przewodów i 2 dla przetwarzania 2 przewodów. Numer
programu: Każdy program jest zapisywany dla odpowiedniego rozmiaru przetwarzania przewodowego. Jeśli musisz użyć dowolnego programu do tego samego procesu, wpisz numer programu. najpierw naciśnij
【ENTER】.
Długość drutu: całkowita długość drutu do zdzierania wraz z długością głowicy drutu oraz długością ogona drutu.
Główka drutu: długość pierwszego segmentu drutu do odcięcia. Jeśli główka nie wymaga rozbierania, wpisz 0.
Zdzieranie głowy: Długość pierwszego segmentu drutu do odbierania; jeśli odklejanie głowicy znajduje się ≥ głowicy, oznacza pełne odwarstwienie, natomiast jeśli odklejanie głowicy < głowicy drutu, oznacza to połowiczne odwarstwienie. Osłona drutu musi zakryć głowicę drutu, aby zapobiec uszkodzeniom rdzeni drutu podczas każdej procedury pracy. Średnica rdzenia drutu: głębokość cięcia, im większa wartość, tym głębiej nóż przecina osłonę drucianą. Podczas pracy maszyny, jeśli główka nie może być odklejona, powinieneś zwiększyć wartość; Jeśli odcięto kilka przewodów miedzianych lub nawet główka czy ogon przewodu, powinieneś zmniejszyć wartość.
Cofanie się noża: Ta funkcja pozwala nożowi cofnąć się do określonej pozycji po przecięciu osłony drutu na określoną głębokość, co pozwala nożowi przykleić się do osłony i później ją zdzierać. Parametr odniesienia to "1", co oznacza, że aby cofnąć się "0,06mm" po cięciu do rdzenia drutu zarówno do krawędzi noża, jak i góra, proszę obliczyć wartość na podstawie proporcji 1 do 0,06mm. Wartość cofania się noża pozostaje proporcjonalna do grubości osłony drutu. Jeśli wartość jest zbyt duża, nie będzie można zerwać osłony; Jeśli wartość jest zbyt mała, może uszkodzić rdzeń Cooper lub nawet je wyciągnąć.
Prędkość przewodu: Prędkość przewodu jest napędzana przez prędkość maszyny wejściowej i wyjściowej przewodu; 9 jest najszybsze, a 0 najwolniejsze.
Prędkość cięcia: Prędkość ruchu w górę i w dół zespołu stojaka na noże jest napędzana przez maszynę tnącą elektryczną; 9 jest najszybsze, a 0 najwolniejsze.
Prędkość skręcania: Prędkość rolek obracających się, 9 jest najszybsza, a 0 najwolniejsza.
Jak pokazano w tabeli 5-5, wdługość IRE wynosi 70 MM, głowica drutowa 6 MM, paski głowicy 4 mm, ogon drutowy 5 mm, a taśma ogonowa 3 mm; wynik przetworzonego przetworu przedstawiono w tabeli 6-6.
Tabela 6-6 Wyświetlacz
przewodów 【2. Ustawianie i wyjaśnienie parametrów skręcania drutów】
W głównym menu konfiguracji parametrów jako tabela 4-4, przesuń kursor na parametrów skręcania drutu i naciśnij 【ENTER】lub 2】 bezpośrednio na stronę ustawienia parametrów skręcania drutów, jak pokazano w tabeli 7-7.
Tthrum=Skręcanie głowicy drutu Dist=Odległość skręcaniaLinia=Średnica skręcającego drutu Rdzeń
ogon On 230 195
TuTail=Skręcanie drutu ThrumDis=Długość głowicy drutu Tdirec=Tryb
kierunku skręcania On 175 pos=Zgodnie z ruchem wskazówek zegara odd =Jednokierunkowy
F5→Back
Tabela 7-7 Parametr skręcania drutu Strona referencyjna
Skręcanie głowicy drutu: Przełącznik funkcji skręcania głowicy drutu, ustawiony przez 【+】 i 【-】.
Skręcanie ogona drutu: Przełącznik skręcania ogona drutu jest ustawiony przez 【+】i【-】.
Kierunek skręcania drutu: zgodnie z ruchem wskazówek zegara lub przeciwnie, ustawiony przez 【+】i【-】.
Tryb: Jednokierunkowe lub dwukierunkowe skręcanie ustalone przez 【+】i【-】.
Długość głowicy drutu: odległość ruchu głowicy do przodu. Wartość długości głowicy drutu jest odwrotnie proporcjonalna do zdziejania głowicy drutu. Im większe jest zdzieranie głowicy drutu, tym mniejsza jest wartość długości głowicy drutu.
Odległość skręcania drutu: Odległość ruchu rolek skręcających drut podczas skręcania. Wartość referencyjna wynosi 50~230; Im większa wartość, tym mocniej przewód będzie skręcony. Jeśli wartość jest zbyt duża, drut może zostać skręcony. (Skręcony drut może być również spowodowany regulacją szczeliny wylotowej przewodu.)
Średnica rdzenia ogona drutu skręcającego: wartość rdzenia przewodu referencyjnego rdzenia drutu skręcającego jest o 10~15 mniejsza niż średnica odbierania drutu rdzenia. Jeśli średnica ogona skręcającego drutu jest zbyt mała, może nie być w stanie skręcić końca ogona drutu; jeśli wartość jest zbyt duża, osłona może pozostać na ogonie przewodu.
Uwaga: Jeśli głowica lub koniec przewodu jest w pełnym odbieraniu kabla, funkcja skręcania drutu nie może być użyta. Funkcja skręcania drutu może być stosowana tylko przy środkowym zdejmowaniu z wartością głowicy drutu i końcem drutu mniejszą niż odpowiadająca wartość zdzierania głowicy i końca drutu.
【3. Ustawianie i wyjaśnienie parametrów Middle Stripping】
W głównym menu konfiguracji parametrów jako tabela 4-4 przesuń kursor na parametru Middle Stripping i naciśnij 【ENTER】lub 【3】 bezpośrednio na stronę ustawienia Middle Stripping, jak pokazano w Tabeli 8-8.
Środkowe rozebranie 1 Środkowe rozebranie 2 Środkowe rozebranie 3 Środkowe rozebranie 4
00100 00000 00000 00000
Długość środkowego rozbierania 1 Środkowe rozebranie 2 Środkowe zdjęcie 3 Środkowe rozebranie 4
000,000 000 000
Middle StRozdzieranie 6 Środkowe zdejmowanie 7 Środkowe zdzieranie 8 Środkowe zdejmowanie 9
00000 00000 00000 00000
Środkowe rozebranie 10 Środkowe rozebranie 11 Środkowe zdejmowanie 12 Środkowe zdejmowanie 13
000000 00000 00000 00000 00000
Tabela 8-8 Strona referencyjna parametrów środkowego deberowania
Środkowe zdzieranie: Przetnij ślady lub paski w środkowym drucie. Środkowe Stripowanie 1 to miejsce, gdzie należy zdejmować lub wycinać znaki z określoną odległością od głowicy drutu; Długość środkowego stripowania 1 to długość stripowania drutu w Middle stripping 1. Środkowe Stripping 2, Middle Stripping Length 2, Middle Stripping 3 oraz Middle Stripping Length 3 są ustawione identycznie: Middle Stripping 1 i Middle Stripping 1, z ustaloną odległością miejsca cięcia lub miejsca stripowania od głowicy drutu. Możesz ustawić Middle Stripping 4 i 5.... odpowiednio. Jeśli nie potrzebujesz środkowego zdzierzania, ustaw wszystkie parametry skręcania na 0. Możemy także dostosować specjalną funkcję zbierania środkowego środka, jeśli zażądamy.
【4. Ustawienie i wyjaśnienie parametrów wychodzenia】
W głównym menu konfiguracji parametrów jako tabela 4-4, przesuń kursor na parametrów skręcania przewodu i naciśnij 【ENTER】lub 【4】 bezpośrednio na stronę ustawień parametrów wyjścia przewodu, jak pokazano w tabeli 9-9.
OutLine=Odległość wyjścia przewodu Turnifacf=Środkowe zdejmowanie Głowica
skręcająca drut 100 030
MiddlOut=Środkowy drut wypuszczający BackDist=Odległość
cofania 000 010
TailDept=Głębokość cięcia ogona drutu
+00 F5Back
Table9-9 Strona
ustawień wyjść przewodu Odległość wyjścia przewodu: Odległość wylotu przewodu z rolek wylotowych. Im większa wartość, tym dalej drut odlatuje od rolek.
Głowica drutu skręcającego do środkowego strippingu: Jeśli osłona nadal przykleja się do rdzenia drutu po skręceniu, możesz zwiększyć wartość głowicy ze środkowego zdzierania drutu, aby usunąć osłonę. Odległość
cofania się: Odległość cofania się rolek wlotowych drutu przed odcięciem drutu i ogonu drutu.
Wyjście drutu do środkowego stripowania: odległość ruchu rolek wylotowych drutu podczas zdejmowania przy włączonej funkcji zdejmowania środkowego.
Głębokość cięcia ogona drutu: Dostosuj głębokość cięcia ogona drutu, aby pozostać na głębokości cięcia głowicy drutu.
【5. Ustawianie i wyjaśnienie parametrów przewodu koncentrycznego】
W menu głównym ustawienia parametrów jako tabela 4-4 przesuń kursor na parametrów przewodu koncentrycznego i naciśnij 【ENTER】lub 5】 bezpośrednio na stronę ustawień parametrów przewodu koncentrycznego, jak pokazano w tabelach 10-10 i 10-11. Maszyna
do stripowania drutów WPM-09T wyróżnia się w funkcji koncentrycznego i dwuwarstwowego płaskiego taśmowania drutu w porównaniu z innymi typami maszyn do stripowania drutów. Podobnie jak zwykła maszyna do stripowania drutów, WPM-09T ma parametry takie jak ilość i długość drutu, ale ponieważ może przeciąć drut z trzech warstw, posiada także trzy typy parametrów: główka drutu, ogon drutu, średnica długości cięcia oraz cofanie się noża. Jeśli przecina tylko 2-warstwowe, nie trzeba wprowadzać parametrów warstwy wewnętrznej.
Całkowita długość przewodu partii Ilość
100000 0000000 00068.0 1
Zewnętrzna głowica przewodu Zewnętrzna głowica Zdzieranie drutu zewnętrzne Zewnętrzne ogonowanie drutu
008.0 010.0 008.0 010.0 010.0
Środkowa głowica drutuStripowanie głowicy środkowej Ogonek środkowego drutu Ogonek
środkowego drutu 004.0 006.0 004.0 004.0 006.0
Wewnątrz głowicy drutu Zdziejanie od środka Ogon przewodu wewnątrz Wewnątrz ogonu
drutu 000.0 000.0 000.0 000.0 000.0
Tabela 10-10 Parametr przewodu koncentrycznego Referencja-1
Zewnętrzna średnica rdzenia drutu Zewnętrzny nóż cofający się Środkowa średnica drutu Rdzeń środkowy Nóż cofający
się 142 006 156 008
Wewnętrzna średnica rdzenia drutu wewnętrznego Wewnątrz noża Cofanie się Drutu koncentrycznego Zdzieranie
drutu 000 000 OFF OFF
Głębokość cięcia zewnętrznego drutu Ogon cięcia Głębokość cięcia środkowego drutu Ogon przecięcia wewnętrznego drutu
-06 +06 +00
F5
Esc Tabela 10-11 Tabela 10-11 Parametr przewodu koncentrycznego Referencja-2
Zewnętrzna głowica przewodu: długość pierwszego segmentu zewnętrznego pokrycia przewodu do zdzierania.
Zewnętrzne zdzieranie głowicy przewodu: Długość pierwszego segmentu zewnętrznej osłony przewodu, którą ma się zdejmować.
Ogon zewnętrznego drutu: długość ostatniego segmentu zewnętrznego osłony przewodu, który ma zostać zdzierany.
Zewnętrzne zdzieranie drutu Tai: długość ostatniego segmentu zewnętrznego pokrycia drutu, który ma zostać zdzierany.
Środkowa głowica drutu: długość pierwszego segmentu pokrycia środkowego drutu, który ma zostać zdejmowany.
Zdzieranie głowicy środkowego drutu: Długość pierwszego segmentu pokrycia środkowego drutu, który ma zostać zdejmowany.
Środkowy koniec drutu: długość ostatniego segmentu środkowego pokrycia drutu, który ma zostać zdejmowany.
Środkowe druty Tai Stripping: długość ostatniego segmentu środkowego drutu do zdejmowania.
Wewnętrzna głowica drutu: długość pierwszego segmentu wewnętrznego pokrycia drutu, który ma zostać zdejmowany.
Zdzieranie głowicy wewnętrznej: Długość pierwszego segmentu wewnętrznej powłoki drutu, którą należy zdejmować.
Ogon wewnętrznego drutu: długość ostatniego segmentu wewnętrznego osłony drutu, który ma zostać zdejmowany.
Wewnętrzne druty Tai Stripping: długość ostatniego segmentu wewnętrznej powłoki drutowej, którą należy zdejmować.
Zewnętrzna średnica rdzenia drutu: średnica zewnętrznego rdzenia
drutu Zewnętrzne cofanie noża: Nóż cofający się w celu odstronienia poza drut
Środkowa średnica rdzenia drutu: średnica środkowego rdzenia
drutu Środkowy odwrót nożaing: Wycofanie noża w celu zdzierania środkowego drutu
Zakres zastosowań
serii WPM Automatyczna maszyna do stripowania drutów komputerowych produkowana przez naszą fabrykę jest odpowiednia do cięcia, zdejmowania głowy, odklejania i środkowego odbierania drutu jednowłóknowego, wielowłóknowego i opowowy. Maksymalna powierzchnia przekroju poprzecznego przetwarzania wynosi 0,1-8 mm 2; Maksymalna długość cięcia to 100 m, odklejanie głowy 200 mm, a odkładanie ogona 100 mm. WPM-09T nadaje się do zdejmowania i skręcania bardzo krótkich drutów najkrótszym przewodem o długości 28-30 mm; Dzięki funkcji podnoszenia rolek podczas zdejmowania głowicy drutu, WPM-09T nadaje się do zdejmowania drutu pochowego, zwłaszcza drutu osłonowego o długim i ogonie.
Masa: 32 kg
Całkowite wymiary: 390 mm×350 mm×255 mm
Moc: 200 – 450W
Tryb wyświetlania: LCD Ekran ciekłokrystaliczny w języku angielskim i chińskim
Długość cięcia: 0,1 mm – 100 m
Tolerancja cięcia: ≤0,002×L (L = długość cięcia)
Długość zdzierania pochwy: Głowica 0,1 – 250 mm, ogon 0,1-150 mm
Długość skręcania: Głowica 0,1–30 mm, ogon 0,1–15 mm
Skręcanie bardzo krótkich drutów: 28-30 mm
Przekrój poprzeczny rdzenia drutu: 0,1 – 8 mm2 AWG (9#-32#)
Maksymalna średnica rury rury: ¢11
Zdejmowanie środkowe: 13 miejsc zdzierania
Materiał noża: wysokiej jakości stal
wolframowa Prędkość zdejmowania: 4000 – 10000 pcs/h
Tryb jazdy: Napęd na cztery koła (cichy hybrydowy silnik krokowy, każdy krok 0,1 mm do przodu)
Prędkość regulacji: 0 Najwolniejsza, 9 Najszybsza
Uwagi dla Uwagi na Bezpieczną Eksploatację Przede
wszystkim bardzo dziękujemy za zakup naszej Automatycznej Maszyny do Strippingu Przewodów Komputerowych serii WPM. Aby bezpiecznie i prawidłowo działać, prosimy o uważne przeczytanie instrukcji obsługi przed uruchomieniem.
I.. Zasilacz: AC 220–250V, 50–60Hz. Aby zapewnić stabilne napięcie robocze, użytkownik powinien wybrać i użyć stabilizatora napięcia mocy, aby zapobiec przepaleniu maszyny spowodowanej przepięciem.
II.. Podczas pracy maszyna powinna być umieszczona na gładkiej i stabilnej powierzchni, aby zapobiec upadkowi i uszkodzeniu.
III.. Nie używaj tej maszyny w pobliżu obszaru o silniejszym polu elektromagnetycznym, aby zapobiec zakłóceniom.
IV.. Podczas pracy nie umieszczaj żadnych przedmiotów na tej maszynie, nie stawiaj jej w pobliżu korozyjnych chemikaliów i dbaj o suchość, dobrą wentylację i bezkurz, z temperaturą w pomieszczeniu operacyjnym: 0–35°C.
V.. Jeśli pojawią się negatywne skutki zmywań lub usterek, prosimy o przeczytanie instrukcji obsługi w celu uzyskania usterek i prześwitości, a jeśli nadal nie możesz rozwiązać problemów, zadzwoń do naszego serwisu technicznego, aby poznać sposób konserwacji i naprawy. Dla własnego bezpieczeństwa prosimy nie rozbierać tej maszyny samodzielnie w celu konserwacji i naprawy.
Uwaga: Zgodnie z postanowieniami obowiązujących w odpowiednich przepisach Chińskiej Republiki Ludowej
, władza interpretacji istotnych treści tego Regulaminu Operacyjnego
należy do naszej fabryki. Treść może ulec zmianie bez uprzedzenia. Numer wydania
. Podręcznik Operacyjny: V2.0
Connamioty
i... główna konstrukcja maszyny do zmywania drutów............................................. 4
II.. Zasada działania części mechanicznych................................................ 5
III.. Wyjaśnienie klucza interfejsu człowiek-maszyna............................................. 7
IV.. Regulacja położenia krawędzi noża...................................................... 10
V.. Wejście i wyjaśnienie parametrów................................................... 11
VI.. Konserwacja i FAQ........................................................................... 21
VII.. Wyjaśnienie załącznika..................................................................... 24
I.. Główna struktura maszyny
do stripowania drutów (Tabela 1-1)
Uwaga: Należy regularnie dodawać oleje do otworu do olejowania na górze stojaka na noże, aby utrzymać go dobrze nawilżonym.
(Zobacz Tabelę 1-1) Wyjaśnienie głównej konstrukcji:
(1) Podajnik drutu napinającego: Urządzenie do korekcji przewodu, zapewniające gładkość przewodu w kierunku pionowym.
(2) Przełącznik separacji ciśnieniowej rolek wlotu i przewodu: Obróć zgodnie z ruchem wskazówek zegara, podnieść rolki wlotu i wylotu przewodu; obróć się przeciwnie do ruchu wskazówek zegara i opuszczać rolki wlotu i wylotu przewodu.
(3) Rolki regulujące szczelinę wlotu przewodowego: Podkręć je, aby zwiększyć szczelinę, a zmniejszyć je, aby zmniejszyć szczelinę.
(4) Montaż stojaka na noże: Do cięcia drutów: zdzieranie głowicy i ogonowy odkład.
(5) Wlot przewodu: Przewód jest wprowadzany do maszyny przez wlot.
(6) Rolki wlotu drutu: Pomagają stojakowi na noże zdejmować głowicę drutu, gdy przesuwa się do przodu lub do tyłu po drutze.
(7) Rura: Podczas zdejmowania ogona podnieś przewód, aby utworzyć równą szczelinę między przewodem przetwarzającym a punktem cięcia i zdzierać osłonę ogonową.
(8) Rolki regulujące szczelinę na wylotach przewodów: Podkręć, aby zwiększyć szczelinę, i zmniejszyć odstęp.
(9) Kontrolka wykrywania przewodów: Gdy funkcja odłączania przewodów jest włączona, jeśli w urządzeniu nie ma przewodu, dioda się zapali. Zazwyczaj światło jest wyłączone.
(10) (Rolki gniazdka skręcają)Rolki do gniazdek: Pomagają stojakowi na noże wykonać zdziejanie drutów, skręcanie drutu i wyprowadzanie przewodu.
(11) Część funkcji skręcania: Gdy funkcja skręcania jest włączona, napędza ruch rolek wylotowych drutów, aby wykonać skręcanie drutu.
(12) Wyświetlacz ciekłokrystaliczny (LCD): Parametr związany z odłączaniem przewodów wyświetlacza.
(13)Klucz: parametr wejściowy, uruchamianie i wyłączanie maszyny.
(14) Przełącznik zasilania: Główny przełącznik dla elektrycznych części urządzenia, w tym zasilania dla systemu sterowania i sterownika stopniowego. Nie trzymaj palców blisko noża, chyba że zasilanie jest wyłączone.
II... Zasada działania części
mechanicznych 1. WPM-09T Skomputeryzowana maszyna do zmywania drutów Zasada
działania Przewód jest przekazywany przez rolki wlotu i rolki wylotu przewodu, a cięcie i zdzieranie drutu wykonuje zespół stojaka na noże.
2. Wprowadzenie do głównej funkcji WPM-09T:
rolki wlotowe drutów: do transportu przewodów i zdejmowania głowic drutów.
Rolki do przewodów wylotowych: do transportu przewodów i zdejmowania końców przewodów.
Rolki regulujące szczelinę w przewodzie na wylotach: Podkręć je, aby zwiększyć szczelinę, a potem zmniejszyć aby zmniejszyć tę różnicę.
Przełącznik regulacji ciśnienia rolek wlotowych przewodów: Po wyciągnięciu obróć go przeciwnie do ruchu wskazówek zegara, aby zwiększyć ciśnienie rolki wlotowej na drut i obróć go zgodnie z ruchem wskazówek zegara, aby zwiększyć ciśnienie
wlotu przewodu Przełącznik wlotu przewodu w górę: obróć przeciwnie do ruchu wskazówek zegara, aby przesunąć wałki wlotu przewodu w górę i wprowadzać drut; Obróć zgodnie z ruchem wskazówek zegara, aby opuścić rolki wlotu przewodu i docisnąć przewód do pracy.
Przełącznik regulacji ciśnienia rolek przewodu wylotowego: Po wyciągnięciu obróć go przeciwnie do ruchu wskazówek zegara, aby zwiększyć ciśnienie rolki przewodu na przewodzie i obróć go zgodnie z ruchem wskazówek zegara, aby zmniejszyć ciśnienie
w przewodzie Przełącznik przewodu w górę: obróć zgodnie z ruchem wskazówek zegara, aby podnieść rolki przewodu i wyjąć przewód; Obróć przeciwnie do ruchu wskazówek zegara, aby opuścić roleki gniazdek przewodu do pracy.
Montaż stojaka na noże: cięcie drutu, zdejmowanie głowicy i zdejmowanie ogonów. Gdy maszyna jest wyłączona, ostrza noży górny i dołny muszą być ustawione na maksymalną odległość, aby przewód mógł bezpiecznie przejść.
3. Kluczowe punkty obsługi WPM-09T
Wlotu przewodowego: Przewód jest umieszczany w wejściu przewodu. Naciśnij "Input" i "Output", aby uzyskać automatyczną funkcję dla wlotu przewodu i gniazdka odpowiednio;
Regulacja ciśnienia rolki wlotowej: wyreguluj "Przełącznik Separacji Ciśnienia rolek wlotowych drutów" w odpowiedniej pozycji, aby rolki wlotowe mocno docisnęły drut;
Regulacja szczeliny wlotu drutu: wyreguluj szczelinę między dwoma rolkami przez "Rolki regulujące szczelinę wlotu drutu" do odpowiedniej pozycji;
Regulacja ciśnienia na wylotach przewodu: wyreguluj "Przełącznik rozdzielania ciśnienia rolek wylotowych przewodów" w odpowiedniej pozycji, aby rolki wylotowe mocno
docisnęły przewód Regulacja szczeliny w wylotach przewodu: wyreguluj szczelinę między dwoma rolkami przez "rolki regulujące szczelinę wylotu przewodu" do odpowiedniej pozycji po ciasnym umieszczeniu przewodu między nimi.
4. Kluczowe punkty regulacji
maszyny Przed uruchomieniem maszyny prosimy zwrócić uwagę na następujące kwestie techniczne:
(1) Reguluj pozycję przewodu, aby sprawdzić, czy wlot, rolki wlotowe, rura i rolki wylotowe pozostają w tej samej linii, gdy przewód przez nie przechodzi.
(2) Sprawdź szczelinę między dwoma rolkami zarówno rolek wlotowych, jak i rolek wylotowych, ponieważ szczeliny muszą być mniejsze niż średnica osłony drutu, którą ma się zdzierać.
(3) Umieść przewód w rolkach wlotu przewodu; Przekręć "przełącznik przewodu wlotowego w górę", aby rolki mocno naciskały na przewód. Jeśli drutu nie da się odpowiednio wyciągnąć, oznacza to, że szczelina i nacisk rolek są odpowiednie.
(4) Włóż przewód do rolek gniazdek; Przekręć "przełącznik przewodu w górę", aby rolki mocno naciskały na przewód. Jeśli drutu nie da się odpowiednio wyciągnąć, oznacza to, że szczelina i nacisk rolek są odpowiednie.
III.. Wyjaśnienie klucza interfejsu człowiek-maszyna
【Przegląd interfejsu człowiek-maszyna】
Wyświetlacz interfejsu człowiek-maszyna częściowo wykorzystuje niebieski wyświetlacz LCD 240×128, jak pokazano w tabeli 2-2, z wyraźną wizją; Klawiatura wykorzystuje 36 mechanicznych, co pokazuje Tabela 3-3, co daje wyższą niezawodność niż membraNe Keys.
Cyfrowa Inteligentna Maszyna
do Stripowania Drutów Łączna 999999 partia 000000 Liczba 2
Zliczona średnica rdzenia drutu 000000 Średnica rdzenia drutu 210 Wycofanie noży 008
Program 001 Prędkość 9 Prędkość cięcia 9
Prędkość skręcania 9
(Tabela 2-2)
F1 1 2 3 4 5
F2 6 7 8 9 0 F3 + -
·
SET/MENU
F4
CHIŃSKI/ANGIELSKI ZMIANA
DEL
START
F5 RESET AUTODIAL
ENTER STOP Count
Reset INPUT OUTPUT CUT HELP E.STOP
Tabela 3-3 Klawiatura
Układ klawiatury jest przyjazny dla użytkownika, ponieważ umieszcza razem 10 liczbowych, 4 kursory i [CLR], co łatwo ustawiać i zmieniać parametry; E.STOP umieszcza się na dole prawej strony, uwzględniając pełne nawyki użytkowe użytkowników.
【Wyjaśnienie klucza】
【0】~【9】: Klucze liczbowe: ustaw 0-9 dla ustawienia parametrów.
【.】 Klucz do przecinka: Naciśnij wtedy, gdy musisz wpisać cyfrę z dziesiętnym.
【+】and【-】:P ress 【+】 for plus parameter and 【-】minus parameter; Aby ustawić parametr przełączania, naciśnij 【+】 dla otwarcia i 【-】 zamknij.
【 】shift kursora w prawo: Kursor przesuwa się o 1 punkt w prawo, a każde naciśnięcie wskazuje parametr po prawej stronie.
【 】Lewy shift: Kursor przesuwa się o 1 miejsce w lewo, a każde naciśnięcie wskazuje na parametr lewej strony.
【 】shift kursora w górę: Kursor przesuwa się o jedno miejsce w górę przy każdym naciśnięciu wskazującym na parametr górny.
【 】shift kursora w dół: Kursor przesuwa się o 1 punkt w dół, a każde naciśnięcie wskazuje parametr downside.
【CLR】Klucz CLR: Usuń liczby do ustawienia parametrów.
【MENU】MENU: Naciśnij MENU, aby wrócić do głównej strony menu i wybrać 6 opcji ustawienia parametrów.
【ENTER】Enter: Naciśnij zapis lub pomoc w ustawieniu parametrów.
【 】and【 】 Naciśnij przycisk, aby wejść na stronę ustawienia odpowiednich parametrów.
【CHIŃSKI/ANGIELSKI】Naciśnij przełączanie między chińskim a angielskim.
【RESET】Naciśnij przycisk resetowania wszystkich parametrów i parametr przełącznika będzie zamknięty.
【ZERO】Naciśnij ZERO na stronie operacji i wszystkie wartości zliczeń zostaną zresetowane do 0.
【POMOCY】Proszę nacisnąć POMOC, jeśli podczas operacji pojawią się jakiekolwiek problemy.
【AUTO-DIA】Naciśnij automatycznie, aby obliczyć średnicę drutu jako funkcję zachowawczą maszyny.
【WLOT】Naciśnij przycisk podania przewodu do maszyny na stronie operacyjnej, jeśli chcesz obsługiwać ją ręcznie.
【GNIAZDKO】 Naciśnij przycisk odłączenia od maszyny na stronie operacyjnej, jeśli chcesz obsługiwać ją ręcznie.
【CUT】Naciśnij przycisk odcięcia przewodu i naciśnij ponownie, aby otworzyć ostrza na stronie operacji; Naciskaj dalej, jeśli chcesz powtarzać cięcie.
】Naciśnij przycisk uruchamiania maszyny na stronie operacji.
【STOP】Naciśnij STOP i maszyna przestanie działać po wykonaniu bieżącego zamówienia.
【E.STOP】Pre E.STOP natychmiast zatrzymać maszynę.
【F1】~【F2】Specjalne funkcyjne, naciśnij 【F5】aby przejść na stronę operacji pokazaną w tabeli 2-2.
IV.. Regulacja pozycji
krawędzi noża 1. Wyłącz maszynę.
2. Wyreguluj krawędź noża w WPM-09T: Obróć wał napędowy stojaka nożowego tak, aby odległość między dwoma krawędziami noży była około 1 mm. (patrz tabela A)
Regulacja krawędzi noża w WPM-09T: Obróć wał napędowy stojaka noża tak, aby odległość między dwoma krawędziami noży była około 6-8 mm. (Zobacz Tabelę B)
3. Poluzuj mocującą wału napędowego, obróć blachę żelazną w kształcie wentylatora, aby górny punkt blachy w kształcie wentylatora znajdował się na środku rowka fotoelektrycznego, a następnie dokręć mocującą. (Zobacz Tabelę C)
4. Włącz maszynę. Po tej operacji wartości średnic rdzenia drutu w programie uległy zmianie, proszę je ponownie dostosować!
(Tabela A) (Tabela B) (Tabela C)
V.. Wejście i wyjaśnienie parametrów ...
Gdy musisz ustawić parametry, naciśnij 【SET】na stronę menu głównego, aby ustawić parametry, jak pokazano w Tabeli 4-4.
Cyfrowa Inteligentna Maszyna
Skręcająca Drut 1. Parametr Stripping=StripLine
2. Parametr skręcania przewodów =Parametr TurnParam
3. Parametr środkowego rozbierania =MiddlePar
4. Konfiguracja wyjścia=OutParame
5. Parametr przewodu koncentrycznego=PvcParame
6. Konfiguracja funkcji =FunParame
Table4-4 Główne menu
konfiguracji parametrów Parametry stripowania drutu obejmują podstawowe parametry obróbki drutu: główka i ogon drutu, średnica rdzenia drutu, cofnięcie noża, prędkość, całość, partia, ilość, numer programu itd.; Parametry skręcania drutu obejmują głowicę i koniec drutu skręcającego, długość głowicy drutu, średnicę rdzenia ogona drutu skręcającego itp. Parametry środkowego zdzierania obejmują operację zdziejania drutu w 13 segmentach; Parametry wyjściowe drutu to funkcje wspierające zdzieranie drutów, obejmujące długość wylotu przewodu, odległość cofania oraz głębokość cięcia ogona drutu itp. cięcie drutu koncentrycznego obejmuje parametry dotyczące rozbierania drutu koncentrycznego i oplatkowego, ponieważ zwykłe maszyny do stripowania drutu nie mają takiej funkcji; Konfiguracja operacji to inteligentna funkcja sterująca tej maszyny, która obejmuje specjalne funkcje, takie jak kontrola ruchu przewodów, kontrola zerwania przewodów, automatyczne uruchamianie oraz podnoszenie rolek.
【1. Parametry zdziejania przewodów Konfiguracja i wyjaśnienie】
W menu głównym ustawienia parametrów jako Tabela 4-4 przesuń kursor na parametrów zdziejania przewodów i naciśnij 【ENTER】lub 【1】bezpośrednio na stronę ustawień parametrów zdziejania przewodów, jak pokazano w tabeli 5-5.
Całkowita liczba partii=Liczone Numer=Ilość
999999 000100 000001 2
Prog=Numer programu. Długość = długość przewodu Thrum=Hstrip głowicy drutu=Zdejmowanie
głowicy 001 00070.0 006.0 004.0
Ogon=Taśma ogonowa drutu=Linia zdzienania ogonów D=Średnica rdzenia drutu tylna=Nóż cofający
się 005.0 003.0 210 008
L=Prędkość drutu Cspeed=Prędkość cięcia Tspeed=Prędkość skręcania = prędkość skręcania
9 9 9 F5→Back
Tabela 5-5 Parametr zdzierania drutów Strona konfiguracyjna
Całkowita: Całkowita ilość do produkcji.
Wsadka: maszyna automatycznie zatrzyma maszynę, gdy ilość osiągnie ilość partii. Maszyna uruchomi się automatycznie zgodnie z konfiguracją "TIMING".
Liczone: Maszyna przestaje działać automatycznie, gdy liczba przeliczonych przewodów zrówna się z całkowitą ilością.
Ilość przewodów: Liczba przetworzonych przewodów jednocześnie, proszę wpisać 1 dla 1 przetwarzania przewodów i 2 dla przetwarzania 2 przewodów. Numer
programu: Każdy program jest zapisywany dla odpowiedniego rozmiaru przetwarzania przewodowego. Jeśli musisz użyć dowolnego programu do tego samego procesu, wpisz numer programu. najpierw naciśnij
【ENTER】.
Długość drutu: całkowita długość drutu do zdzierania wraz z długością głowicy drutu oraz długością ogona drutu.
Główka drutu: długość pierwszego segmentu drutu do odcięcia. Jeśli główka nie wymaga rozbierania, wpisz 0.
Zdzieranie głowy: Długość pierwszego segmentu drutu do odbierania; jeśli odklejanie głowicy znajduje się ≥ głowicy, oznacza pełne odwarstwienie, natomiast jeśli odklejanie głowicy < głowicy drutu, oznacza to połowiczne odwarstwienie. Osłona drutu musi zakryć głowicę drutu, aby zapobiec uszkodzeniom rdzeni drutu podczas każdej procedury pracy.
Cofanie się noża: Ta funkcja pozwala nożowi cofnąć się do określonej pozycji po przecięciu osłony drutu na określoną głębokość, co pozwala nożowi przykleić się do osłony i później ją zdzierać. Parametr odniesienia to "1", co oznacza, że aby cofnąć się "0,06mm" po cięciu do rdzenia drutu zarówno do krawędzi noża, jak i góra, proszę obliczyć wartość na podstawie proporcji 1 do 0,06mm. Wartość cofania się noża pozostaje proporcjonalna do grubości osłony drutu. Jeśli wartość jest zbyt duża, nie będzie można zerwać osłony; Jeśli wartość jest zbyt mała, może uszkodzić rdzeń Cooper lub nawet je wyciągnąć.
Prędkość przewodu: Prędkość przewodu jest napędzana przez prędkość maszyny wejściowej i wyjściowej przewodu; 9 jest najszybsze, a 0 najwolniejsze.
Prędkość cięcia: Prędkość ruchu w górę i w dół zespołu stojaka na noże jest napędzana przez maszynę tnącą elektryczną; 9 jest najszybsze, a 0 najwolniejsze.
Prędkość skręcania: Prędkość rolek obracających się, 9 jest najszybsza, a 0 najwolniejsza.
Jak pokazano w tabeli 5-5, wdługość IRE wynosi 70 MM, głowica drutowa 6 MM, paski głowicy 4 mm, ogon drutowy 5 mm, a taśma ogonowa 3 mm; wynik przetworzonego przetworu przedstawiono w tabeli 6-6.
Tabela 6-6 Wyświetlacz
przewodów 【2. Ustawianie i wyjaśnienie parametrów skręcania drutów】
W głównym menu konfiguracji parametrów jako tabela 4-4, przesuń kursor na parametrów skręcania drutu i naciśnij 【ENTER】lub 2】 bezpośrednio na stronę ustawienia parametrów skręcania drutów, jak pokazano w tabeli 7-7.
Tthrum=Skręcanie głowicy drutu Dist=Odległość skręcaniaLinia=Średnica skręcającego drutu Rdzeń
ogon On 230 195
TuTail=Skręcanie drutu ThrumDis=Długość głowicy drutu Tdirec=Tryb
kierunku skręcania On 175 pos=Zgodnie z ruchem wskazówek zegara odd =Jednokierunkowy
F5→Back
Tabela 7-7 Parametr skręcania drutu Strona referencyjna
Skręcanie głowicy drutu: Przełącznik funkcji skręcania głowicy drutu, ustawiony przez 【+】 i 【-】.
Skręcanie ogona drutu: Przełącznik skręcania ogona drutu jest ustawiony przez 【+】i【-】.
Kierunek skręcania drutu: zgodnie z ruchem wskazówek zegara lub przeciwnie, ustawiony przez 【+】i【-】.
Tryb: Jednokierunkowe lub dwukierunkowe skręcanie ustalone przez 【+】i【-】.
Długość głowicy drutu: odległość ruchu głowicy do przodu. Wartość długości głowicy drutu jest odwrotnie proporcjonalna do zdziejania głowicy drutu. Im większe jest zdzieranie głowicy drutu, tym mniejsza jest wartość długości głowicy drutu.
Odległość skręcania drutu: Odległość ruchu rolek skręcających drut podczas skręcania. Wartość referencyjna wynosi 50~230; Im większa wartość, tym mocniej przewód będzie skręcony. Jeśli wartość jest zbyt duża, drut może zostać skręcony. (Skręcony drut może być również spowodowany regulacją szczeliny wylotowej przewodu.)
Średnica rdzenia ogona drutu skręcającego: wartość rdzenia przewodu referencyjnego rdzenia drutu skręcającego jest o 10~15 mniejsza niż średnica odbierania drutu rdzenia. Jeśli średnica ogona skręcającego drutu jest zbyt mała, może nie być w stanie skręcić końca ogona drutu; jeśli wartość jest zbyt duża, osłona może pozostać na ogonie przewodu.
Uwaga: Jeśli głowica lub koniec przewodu jest w pełnym odbieraniu kabla, funkcja skręcania drutu nie może być użyta. Funkcja skręcania drutu może być stosowana tylko przy środkowym zdejmowaniu z wartością głowicy drutu i końcem drutu mniejszą niż odpowiadająca wartość zdzierania głowicy i końca drutu.
【3. Ustawianie i wyjaśnienie parametrów Middle Stripping】
W głównym menu konfiguracji parametrów jako tabela 4-4 przesuń kursor na parametru Middle Stripping i naciśnij 【ENTER】lub 【3】 bezpośrednio na stronę ustawienia Middle Stripping, jak pokazano w Tabeli 8-8.
Środkowe rozebranie 1 Środkowe rozebranie 2 Środkowe rozebranie 3 Środkowe rozebranie 4
00100 00000 00000 00000
Długość środkowego rozbierania 1 Środkowe rozebranie 2 Środkowe zdjęcie 3 Środkowe rozebranie 4
000,000 000 000
Middle StRozdzieranie 6 Środkowe zdejmowanie 7 Środkowe zdzieranie 8 Środkowe zdejmowanie 9
00000 00000 00000 00000
Środkowe rozebranie 10 Środkowe rozebranie 11 Środkowe zdejmowanie 12 Środkowe zdejmowanie 13
000000 00000 00000 00000 00000
Tabela 8-8 Strona referencyjna parametrów środkowego deberowania
Środkowe zdzieranie: Przetnij ślady lub paski w środkowym drucie. Środkowe Stripowanie 1 to miejsce, gdzie należy zdejmować lub wycinać znaki z określoną odległością od głowicy drutu; Długość środkowego stripowania 1 to długość stripowania drutu w Middle stripping 1. Środkowe Stripping 2, Middle Stripping Length 2, Middle Stripping 3 oraz Middle Stripping Length 3 są ustawione identycznie: Middle Stripping 1 i Middle Stripping 1, z ustaloną odległością miejsca cięcia lub miejsca stripowania od głowicy drutu. Możesz ustawić Middle Stripping 4 i 5.... odpowiednio. Jeśli nie potrzebujesz środkowego zdzierzania, ustaw wszystkie parametry skręcania na 0. Możemy także dostosować specjalną funkcję zbierania środkowego środka, jeśli zażądamy.
【4. Ustawienie i wyjaśnienie parametrów wychodzenia】
W głównym menu konfiguracji parametrów jako tabela 4-4, przesuń kursor na parametrów skręcania przewodu i naciśnij 【ENTER】lub 【4】 bezpośrednio na stronę ustawień parametrów wyjścia przewodu, jak pokazano w tabeli 9-9.
OutLine=Odległość wyjścia przewodu Turnifacf=Środkowe zdejmowanie Głowica
skręcająca drut 100 030
MiddlOut=Środkowy drut wypuszczający BackDist=Odległość
cofania 000 010
TailDept=Głębokość cięcia ogona drutu
+00 F5Back
Table9-9 Strona
ustawień wyjść przewodu Odległość wyjścia przewodu: Odległość wylotu przewodu z rolek wylotowych. Im większa wartość, tym dalej drut odlatuje od rolek.
Głowica drutu skręcającego do środkowego strippingu: Jeśli osłona nadal przykleja się do rdzenia drutu po skręceniu, możesz zwiększyć wartość głowicy ze środkowego zdzierania drutu, aby usunąć osłonę. Odległość
cofania się: Odległość cofania się rolek wlotowych drutu przed odcięciem drutu i ogonu drutu.
Wyjście drutu do środkowego stripowania: odległość ruchu rolek wylotowych drutu podczas zdejmowania przy włączonej funkcji zdejmowania środkowego.
Głębokość cięcia ogona drutu: Dostosuj głębokość cięcia ogona drutu, aby pozostać na głębokości cięcia głowicy drutu.
【5. Ustawianie i wyjaśnienie parametrów przewodu koncentrycznego】
W menu głównym ustawienia parametrów jako tabela 4-4 przesuń kursor na parametrów przewodu koncentrycznego i naciśnij 【ENTER】lub 5】 bezpośrednio na stronę ustawień parametrów przewodu koncentrycznego, jak pokazano w tabelach 10-10 i 10-11. Maszyna
do stripowania drutów WPM-09T wyróżnia się w funkcji koncentrycznego i dwuwarstwowego płaskiego taśmowania drutu w porównaniu z innymi typami maszyn do stripowania drutów. Podobnie jak zwykła maszyna do stripowania drutów, WPM-09T ma parametry takie jak ilość i długość drutu, ale ponieważ może przeciąć drut z trzech warstw, posiada także trzy typy parametrów: główka drutu, ogon drutu, średnica długości cięcia oraz cofanie się noża. Jeśli przecina tylko 2-warstwowe, nie trzeba wprowadzać parametrów warstwy wewnętrznej.
Całkowita długość przewodu partii Ilość
100000 0000000 00068.0 1
Zewnętrzna głowica przewodu Zewnętrzna głowica Zdzieranie drutu zewnętrzne Zewnętrzne ogonowanie drutu
008.0 010.0 008.0 010.0 010.0
Środkowa głowica drutuStripowanie głowicy środkowej Ogonek środkowego drutu Ogonek
środkowego drutu 004.0 006.0 004.0 004.0 006.0
Wewnątrz głowicy drutu Zdziejanie od środka Ogon przewodu wewnątrz Wewnątrz ogonu
drutu 000.0 000.0 000.0 000.0 000.0
Tabela 10-10 Parametr przewodu koncentrycznego Referencja-1
Zewnętrzna średnica rdzenia drutu Zewnętrzny nóż cofający się Środkowa średnica drutu Rdzeń środkowy Nóż cofający
się 142 006 156 008
Wewnętrzna średnica rdzenia drutu wewnętrznego Wewnątrz noża Cofanie się Drutu koncentrycznego Zdzieranie
drutu 000 000 OFF OFF
Głębokość cięcia zewnętrznego drutu Ogon cięcia Głębokość cięcia środkowego drutu Ogon przecięcia wewnętrznego drutu
-06 +06 +00
F5
Esc Tabela 10-11 Tabela 10-11 Parametr przewodu koncentrycznego Referencja-2
Zewnętrzna głowica przewodu: długość pierwszego segmentu zewnętrznego pokrycia przewodu do zdzierania.
Zewnętrzne zdzieranie głowicy przewodu: Długość pierwszego segmentu zewnętrznej osłony przewodu, którą ma się zdejmować.
Ogon zewnętrznego drutu: długość ostatniego segmentu zewnętrznego osłony przewodu, który ma zostać zdzierany.
Zewnętrzne zdzieranie drutu Tai: długość ostatniego segmentu zewnętrznego pokrycia drutu, który ma zostać zdzierany.
Środkowa głowica drutu: długość pierwszego segmentu pokrycia środkowego drutu, który ma zostać zdejmowany.
Zdzieranie głowicy środkowego drutu: Długość pierwszego segmentu pokrycia środkowego drutu, który ma zostać zdejmowany.
Środkowy koniec drutu: długość ostatniego segmentu środkowego pokrycia drutu, który ma zostać zdejmowany.
Środkowe druty Tai Stripping: długość ostatniego segmentu środkowego drutu do zdejmowania.
Wewnętrzna głowica drutu: długość pierwszego segmentu wewnętrznego pokrycia drutu, który ma zostać zdejmowany.
Zdzieranie głowicy wewnętrznej: Długość pierwszego segmentu wewnętrznej powłoki drutu, którą należy zdejmować.
Ogon wewnętrznego drutu: długość ostatniego segmentu wewnętrznego osłony drutu, który ma zostać zdejmowany.
Wewnętrzne druty Tai Stripping: długość ostatniego segmentu wewnętrznej powłoki drutowej, którą należy zdejmować.
Zewnętrzna średnica rdzenia drutu: średnica zewnętrznego rdzenia
drutu Zewnętrzne cofanie noża: Nóż cofający się w celu odstronienia poza drut
Środkowa średnica rdzenia drutu: średnica środkowego rdzenia
drutu Środkowy odwrót nożaing: Wycofanie noża w celu zdzierania środkowego drutu
×

Scan to Chat
🤖 AI Assistant
×
End Chat & Send Transcript